 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Tuotteet
- Suuri kodinkonemuotti
- Pienten kodinkoneiden muotti
- Muoviset kodin osien muotti
- Muovinen lääketieteellisten laitteiden muotti
- Muoviset toimistotilat muotti
- Muoviset autonosien muotti
- Muovinen moottoripyörän osien muotti
- Lemmikkieläintuotteiden muotti
- Muovinen tuoli
- Muoviset teollisuusosien muotti
- Muovinen laatikon ruiskumuotti
- Muoviset Kid Products -muotti
- Muovinen ohutseinäinen muotti
- PET-aihio ja korkkimuotti
- Muoviputkien sovitusmuotti
- Muovituotteet
- Muut muotit






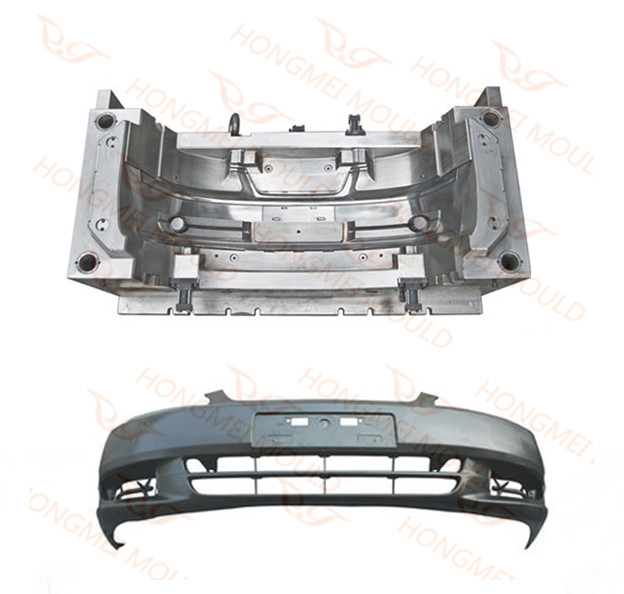

Autojen puskurin ruiskumuotti
Ammattimaisena valmistajana haluamme tarjota sinulle korkealaatuisen autopuskurin ruiskumuotin. Ja tarjoamme sinulle parhaan myynnin jälkeisen palvelun ja oikea-aikaisen toimituksen. Olemme ammatillinen Kiinan autojen puskurin ruiskutusmuottien valmistaja. Jos haluat tietää lisää, voit ottaa meihin yhteyttä.
Syventäminen ja yksityiskohdat voivat tarjota täydellisiä tuotteita. Erikoistuminen voi tarjota hyvin yhden luukun muottipalvelun. Hongmei on muottiyritys, joka on erikoistunut autojen osien muottien valmistukseen.
Syventäminen ja yksityiskohdat voivat tarjota täydellisiä tuotteita. Erikoistuminen voi tarjota hyvin yhden luukun muottipalvelun. Hongmei on muottiyritys, joka on erikoistunut autojen osien muottien valmistukseen.
Lähetä kysely
Tuotteen Kuvaus
Ammattimaisena valmistajana haluamme tarjota sinulle korkealaatuisen autopuskurin ruiskumuotin. Ja tarjoamme sinulle parhaan myynnin jälkeisen palvelun ja oikea-aikaisen toimituksen.Muottiominaisuus
Muotin nimi: Automotive Bumper Injection Mold
Muotin koko: 2200×1150×1150mm
Muotin käyttöikä: 500 000 laukausta
Ympyrän aika: 185 s
Ruiskutusportti: 5-kärkinen kuumakanava
Poistotapa: ejektorin tappi
Muottiydin ja onteloteräs: P20
Kone: Dakumar 1600T
Toimitusaika: 95 päivää
Muotin nimi: Automotive Bumper Injection Mold
Muotin koko: 2200×1150×1150mm
Muotin käyttöikä: 500 000 laukausta
Ympyrän aika: 185 s
Ruiskutusportti: 5-kärkinen kuumakanava
Poistotapa: ejektorin tappi
Muottiydin ja onteloteräs: P20
Kone: Dakumar 1600T
Toimitusaika: 95 päivää
Tuotesuunnittelusta, muottien suunnittelusta ja muottien virtausanalyysistä meillä on ammattitaitoinen tiimi, joka työskentelee puskurin muottiprojektissa, ja siellä on yli 15 erikokoista konetta, jotka on tarkoitettu erityisesti muottitestaukseen.
Ennen suunnitteluaAutojen puskurin ruiskumuotti---MOLDFLOW

Autojen puskurin osa on ehdottomasti esteettinen muovikomponentti, jolla on suuri koko ja korkeat pintavaatimukset. Joten ennen tuotteen ja muotin suunnittelua on parempi käyttää Moldflowa analysoimaan tuotteen muodonmuutoksia, osalinjan sijaintia, jäähdytysveden tehokkuutta, materiaalin täyttöä jne.
Muottivirta analysoi erityisesti seuraavat osat:
1. Virtausanalyysiosio
täyttöaika; paine V/P (nopeus/paine) vaihdossa; lämpötila virtausrintamalla; irtotavaralämpötila; bulkkilämpötila täytön lopussa; leikkausnopeus & bulk; paine ruiskutuskohdassa; tilavuuskutistuminen poiston yhteydessä; aika jäätyä; jäädytetty kerros fraktio; prosenttia laukauksen painosta; ilmaansat; keskinopeus; puristinvoima keskipiste; puristin voima; virtausnopeus/palkit; jäädytetty kerrosfraktio täytön lopussa; materiaalin lähde; onkalon sisäinen jäännösjännitys ensimmäisessä pääsuunnassa; onkalon sisäinen jäännösjännitys toisessa pääsuunnassa; suuntautuminen ytimessä; suuntautuminen iholle; paine; paine ruiskutuskohdassa; paine täytön lopussa; suositeltu ram-nopeus; leikkausnopeus (keskitaso/fuusio); seinämän leikkausjännitys; uppoaa indeksi; lämpötila; suorituskyky; nopeus (keskitaso/fuusio); tilavuuden kutistuminen; hitsaus linjat; pidä paineita
2. Jäähdytysanalyysiosio
piirin jäähdytysnesteen lämpötila; piiri reynoldsin numero; piiri metallin lämpötila; piirin virtausnopeus; tuotteen yläosan lämpötila; tuotteen alaosan lämpötila; tuotteen kahden puolen lämpötilaero; kylmäkanavan lämpötila muotin pinnalla; tuotteen jäätymisaika; tuotteen enimmäislämpötila; kylmäkanavan maksimilämpötila muotilla; tuotteen keskilämpötila; tuotteen enimmäislämpötilan sijainti; tuotteen lämpötilaprofiili; muotin rajalämpötila
3. Vääntymisanalyysiosio
jännitys ensimmäisessä pääsuunnassa; jännitys toisessa pääsuunnassa; Mises-Hencky stressi; stressitensori; jännitys ensimmäisessä pääsuunnassa; jännitys toiseen pääsuuntaan; jännitystensori; suurin leikkausjännitys; anisotrooppinen kutistuminen; isotrooppinen kutistuminen; taivutus kaarevuus; materiaalin suunta; keskimääräinen kuitusuuntaus
Muotivirtauksen valmistuksen jälkeen löytyy mahdollinen tuote- ja muottisuunnittelun ongelma sekä tuotteen mahdollinen muodostusvirhe. Joten suunnittelussa nämä ongelmat voidaan välttää, mikä voi lyhentää tarkistusaikaa ja säästää kustannuksia. Joten korkeita vaatimuksia tai suurikokoisia autojen osien muotteja varten on hyvä valinta tehdä muottivirtaus ennen suunnittelua.
Suunnittelun aikanaAutojen puskurin ruiskumuotti

Hongmei Moldilla on ammattimaisia suunnittelijoita erityisesti kiinnikkeiden tarkistamiseen, jotka tuntevat hyvin GD&T-piirustuksen. Noudatamme aina seuraavia sääntöjä:
1. Esisuunnittelun tekeminen tarkasti asiakkaan GD&T-piirustusten perusteella ja varmistamalla, että piirustuksen kaikki kohdat on tarkastettu ja toleranssivaatimukset täyttyvät.
2. Suunnittelun parantaminen asiakkaan palautteen mukaan ja muotin helpottaminen koneistukseen ja käyttöön, samalla säästäen koneistuskustannuksissa ja lyhentäen läpimenoaikaa.
3. Suunnittelun tekeminen joustavaksi, jotta asiakkaamme voi helposti korjata tulevaa korjausta.
Muotin CNC-käsittely

Myös suunnittelun viimeistelyn jälkeen projektipäällikkömme tarkistaa 3D-rakenteen rationaalisuuden, sillä puskurituote on iso ohutseinäinen ruiskuvaluosa, myös ulkoosa, joka vaatii hyvää suorituskykyä materiaalin ja pinnan suhteen. Joten alla olevat kohdat on tarkistettava huolellisesti:
1. Seinän paksuus
Puskurin muotin seinämän paksuuden tulee olla tasapainossa, muuten se aiheuttaa epätasaista kutistumista eri jähmettymis- tai jäähtymisnopeuksista johtuen, mikä lopulta aiheuttaa tuotteen vääntymistä, muuntumista tai tyhjyyttä.
2. Syvyyskulma
Kun otetaan huomioon paras vetokulma, vetokulma on suurempi, se on helpompi purkaa muotista, mutta se aiheuttaa epätasaisen tuotteen paksuuden, joten sinun on valittava vaarallinen kulmaluku hyvän tuotteen saamiseksi.
3. Vahvistava ripa
Suurikokoisille tuotteille vain tietyllä seinämänpaksuudella ei voida taata tuotteen muotoa ja kokoa, puhumattakaan tietystä lujuudesta. Joten joihinkin osiin, joissa on reikä, suuri koukkupinta tai kiinnityskohta, on lisättävä joitain vahvistavia ripoja lujuuden ja jäykkyyden lisäämiseksi. Ulkotuotteisiin ei saa lisätä ripoja LUOKAN A pinnalle. LUOKAN B pinnassa rivan seinämän paksuus saa olla enintään 3/4 tuotteen seinämän paksuudesta. LUOKAN C&D-pintoihin tai joihinkin alhaisia pinnanlaatuvaatimuksia koskeviin osiin voidaan lisätä rivat.
4. Pyöreä kulma
Yleensä pyöreän kulman vähimmäismäärä on R0,5, ja jotta vältetään pyöreän kulman sijoittaminen liitospintaan, muuten se lisää valmistuskustannuksia ja vaikeuttaa.
5. Reikä
Sillä reiän muodon tulee olla niin yksinkertainen kuin mahdollista, myös reiän ja seinän välillä tulee olla jonkin verran etäisyyttä.
Ota yhteyttä minuun

Hot Tags: Autojen puskurin ruiskumuotti, Kiina, räätälöity, laatu, muoti, uusi tyyli, kuuma myynti, suosittu, halpa, osta, viimeisin myynti, tukkumyynti, uusin, alhainen hinta, tehdas, valmistettu Kiinassa, hinta, valmistajat, toimittajat, OEM, ODM , Toimitus ajoissa, Ilmainen näyte
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.








X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö